
The first Vortex Cluster Separator was installed by ConocoPhillips at their refinery in Dubai, U.A.E, and was designed to stop foaming in a gas / oil separator. The Vortex Cluster has since been very influential in the development of 2-phase and 3-phase separation, and Slug Catchers. Unlike the Vortex Tube design which can flood during large ‘slugs’, Vortex Cluster has been successfully developed and implemented for handling these large flows while also processing gas. By increasing throughput efficiency and decreasing residence time vortex is capable of drastically reducing the size of otherwise conventional separation vessels and systems. In retrofit applications, Taylor Forge is able to fabricate vortex internals to install in the existing vessel to increase efficiencies and handle increased production without the need for additional equipment.
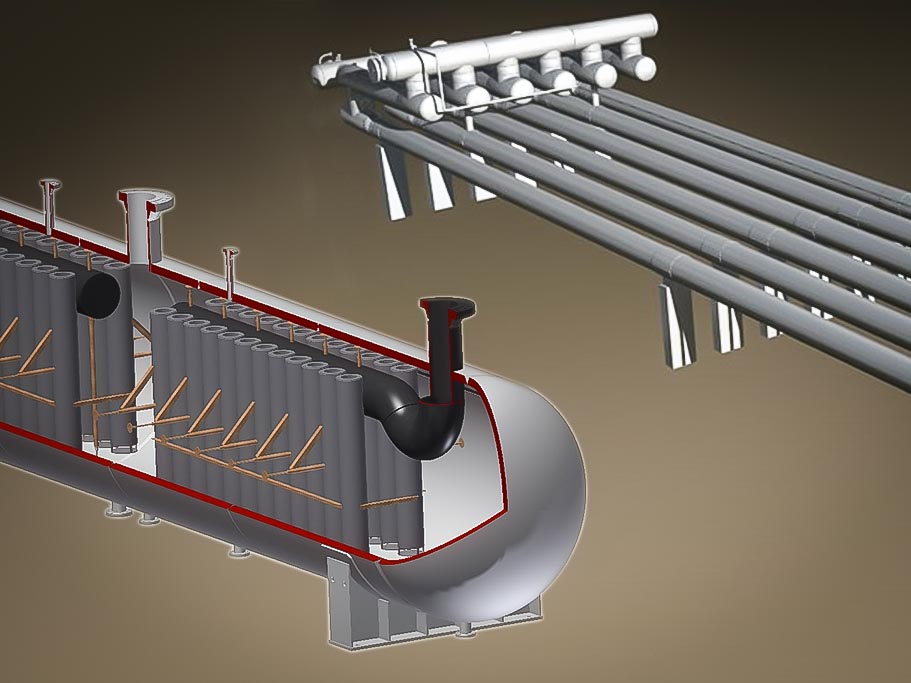
Vortex Cluster Design
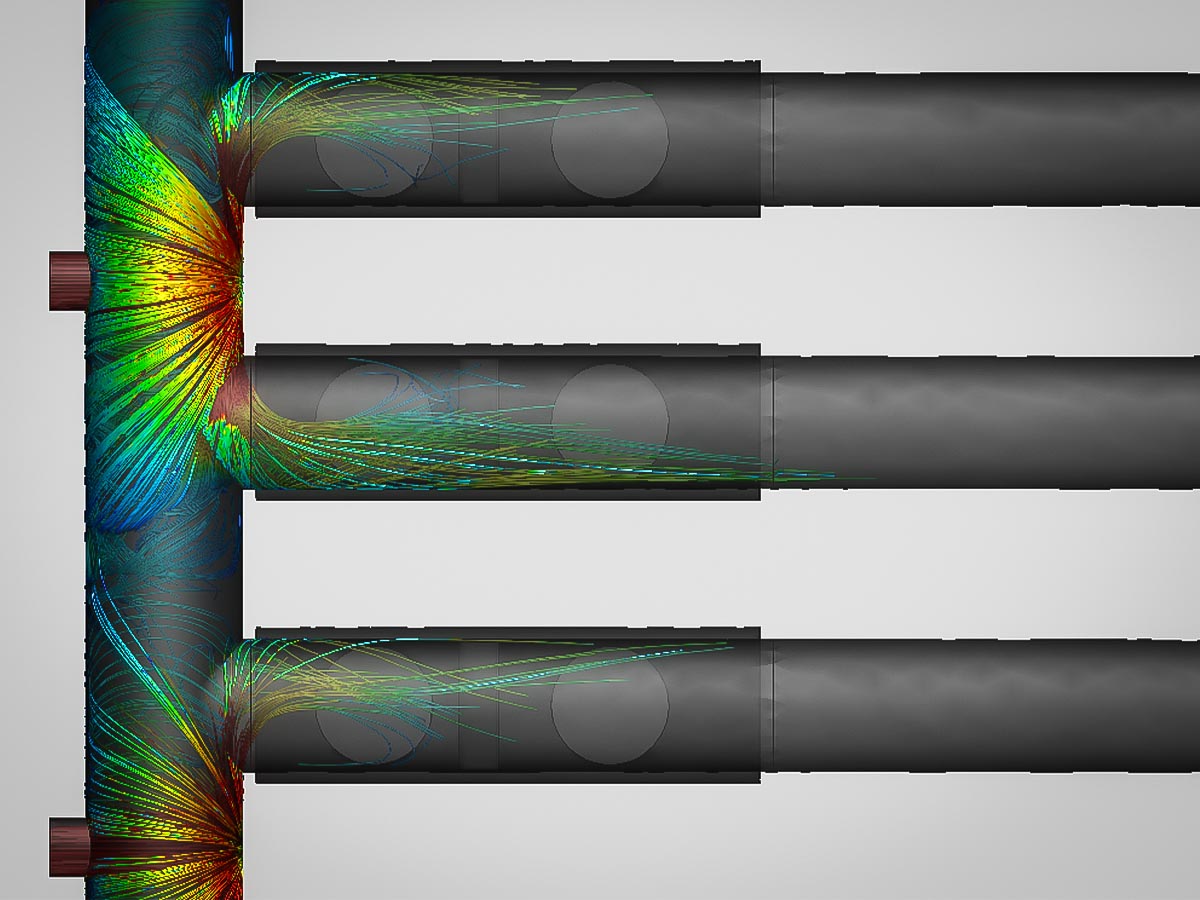
Vortex Cluster uses a tangential entry into the vertical tubes which creates a “G” force to compress the liquids on the wall and squeezes the gas from the liquid. During 3-phase separation the difference in liquid densities separates the liquids. Vortex technology also utilizes the vessel fluid levels to allow for coalescing of liquids in 3 phase separation which when combined with the liquid / liquid separation in the Vortex, provides superior liquid / liquid separation efficiency.

What are the best applications of Vortex Cluster? Typically, applications are identified when they include any combination of 2 or 3 phase separation, high pressure differentials (Vortex Cluster will reduce or stop foaming), presence of wax’s or paraffins and large operational ranges. For example, if hydrocarbons or slugs are being ‘pigged’ via pipeline to a processing plant, a high efficiency Vortex Cluster separation system is preferential to protect compression and or other equipment downstream. It also eliminates the need for additional high efficiency separation after the slug catcher. The Vortex Cluster systems offered by Taylor Forge Engineered Systems reach efficiencies of 99.9% removal of solids down to ≥ 0.3 microns and 99.9% removal of free liquids down to ≥ 1micron.
Vortex Cluster or Cyclonic Separation Applications
- Emulsion Treaters
- Free Water Knockout
- Production Separators
- Flare/Vent Separators
- Overhead Accumulators
- Test Separators
- Slug Catchers (2 or 3-phase)
- Cooler After scrubbers
- Gas Injection
- Compressor after scrubbers (capable of handling excessive oil)
- Compressor Inlet Scrubbers (protects surges or slugs)
- Flash Treaters
- Steam Separators
- Well Test Separators

Note: What does it take to decide if vortex is right for my application? At Taylor Forge our design considerations are thorough and customizable for each specific job. Before sizing vortex tubes or clusters we begin with the operating pressure (psig) and gas flow (MMscfd). Fluid composition is also required for adequate design which include gas, oil, and water compositions, as well as phase characteristics such as mist, foam, and emulsion. Along with calculating the size of the vortex tubes and clusters, obtaining these parameters also assists with our design and placement of the vortex equipment relative to the corresponding liquid interface levels.

So you’re on a budget? Check out these 5 tips to save money on your next Slug Catcher Project.

Choosing the type of Slug Catcher equipment for your next project? This breakdown will help guide your decision.
Understanding the separation methods for your finger-type slug catcher.
WHY US
Taylor Forge Engineered Systems
has continued the reputation of traditionally dependable products
to a variety of industries.
Integrity
We don’t compromise our practices and we won’t cut corners.